Difference between revisions of "Multicam Laser Cutter"
(→WHealth & Safety) |
|||
| Line 15: | Line 15: | ||
*X axis stroke 50” (1270 mm), 100” (2540 mm), 120” (3048 mm),144” (3658 mm), 168” (4267 mm), and 240” (6096 mm) | *X axis stroke 50” (1270 mm), 100” (2540 mm), 120” (3048 mm),144” (3658 mm), 168” (4267 mm), and 240” (6096 mm) | ||
| − | == | + | ==Health & Safety== |
* Do not use materials that are not suitable for laser cutting! Ask the FabLab operators if you're not sure about your material. | * Do not use materials that are not suitable for laser cutting! Ask the FabLab operators if you're not sure about your material. | ||
* Do not stand on the side of the machine! Only in the front. The machine can move suddenly and quickly and can hit you. | * Do not stand on the side of the machine! Only in the front. The machine can move suddenly and quickly and can hit you. | ||
Latest revision as of 16:13, 22 January 2018

Contents
- 1 Technical specifications
- 2 Health & Safety
- 3 Materials and configuration
- 4 How to prepare and send files
- 5 How to turn on the machine
- 6 How to cut
- 7 Advanced commands
- 8 Maintenance
- 9 Downloads
Technical specifications
- Slew speed: 800”/min (0.33 m/sec) in X axis, 2400”/min (1 m/sec) in Y axis
- Cut speed: 800”/min (0.33 m/sec)
- Repeatability: +/- 0.001” (0.025 mm)
- Raster speeds up to 1800”/min (0.8 m/sec) using up to 256 gray scale with up to a 1200 DPI resolution
- Precision servo drives with helical rack and pinion and linear ball bearing guide ways on the X and Y-axis
- Ball lead screw and linear ball bearing guides ways on Z axis
- Gantry clearance 1.875” (48 mm)
- Z axis stroke 3.25” (82 mm)
- Y axis stroke 60” (1524 mm) and 80” (2032 mm)
- X axis stroke 50” (1270 mm), 100” (2540 mm), 120” (3048 mm),144” (3658 mm), 168” (4267 mm), and 240” (6096 mm)
Health & Safety
- Do not use materials that are not suitable for laser cutting! Ask the FabLab operators if you're not sure about your material.
- Do not stand on the side of the machine! Only in the front. The machine can move suddenly and quickly and can hit you.
- Do not continue cutting if something is going wrong! For example: if there is flame or a lot of smoke or it's not cutting or the material is melting. Pause the machine and call a FabLab operator.
- Do not change the material on the remote! It has to be "cardboard" always.
Materials and configuration
Wood:
- Plywood is a manufactured wood panel made from thin sheets of wood veneer. It is one of the most widely used wood products. It is flexible, inexpensive, workable, re-usable, and can usually be locally manufactured.
- Medium-density fibreboard (MDF) is an engineered wood product formed by breaking down hardwood or softwood residuals into wood fibres, often in a defibrator, combining it with wax and a resin binder, and forming panels by applying high temperature and pressure. MDF is denser than plywood.
0.5mm
CUT
- Speed: 100
- Power: 52
ENGRAVE
- Speed: 100
- Power: 15
3mm
CUT
- Speed: 30
- Power: 190
ENGRAVE
- Speed: 70
- Power: 60
Plywood:
4mm
CUT
- Speed: 40
- Power: 180
Bent Plywood:
5mm
CUT
- Speed: 90
- Power: 130
ENGRAVE
- Speed: 110
- Power: 40
MDF
4mm
CUT
- Speed: 30
- Power: 185
ENGRAVE
- Speed:
- Power:
4mm
CUT
- Speed: 35
- Power: 150
ENGRAVE
- Speed: 60
- Power: 50
5mm
CUT
- Speed: 20
- Power: 185
ENGRAVE
- Speed: 60
- Power: 50
6mm
CUT
- Speed: 20
- Power: 220
ENGRAVE
- Speed: 60
- Power: 60
7mm
CUT
- Speed: 15
- Power: 260
ENGRAVE
- Speed: 60
- Power: 60
10mm
CUT
- Speed:13
- Power: 330-340
ENGRAVE
- Speed: 60
- Power: 60
RASTER
- Speed: 600
- Power: 80
12mm
CUT
- Speed: 15
- Power: 370
ENGRAVE
- Speed: 50
- Power: 60
12mm
CUT
- Speed: 15
- Power: 380
ENGRAVE
- Speed: 50
- Power: 60
13mm
CUT
- Speed: 10
- Power: 370
15mm
CUT
- Speed: 5
- Power: 375
ENGRAVE
- Speed: 50
- Power: 70
IN HIGH DENSITY WOOD SUCH AS MDF THE MAXIMUM THICKNESS IS 15 mm
Poplar Plywood / Contraplacat Pollancre
4mm
CUT
- Speed: 35
- Power: 150
ENGRAVE
- Speed: 90
- Power: 30
5mm
CUT
- Speed: 20
- Power: 185
ENGRAVE
- Speed:
- Power:
10mm
CUT
- Speed: 20
- Power: 375
ENGRAVE
- Speed: 90
- Power: 30
15mm
CUT
- Speed: 5
- Power: 375
ENGRAVE
- Speed:
- Power:
25mm
CUT
- Speed: 22
- Power: 255
ENGRAVE
- Speed: 100
- Power: 60
RASTER
- Speed: 500
- Power: 150
Cardboard:
- Cardboard is a generic term for a heavy-duty paper of various strengths, ranging from a simple arrangement of a single thick sheet of paper to complex configurations featuring multiple corrugated and uncorrugated layers.
1mm
CUT
- Speed: 100
- Power: 80
1.5mm Grey
CUT
- Speed: 70
- Power: 100
2mm Grey
CUT
- Speed: 110
- Power: 115
ENGRAVE
- Speed: 100
- Power: 80
3mm Grey
CUT
- Speed: 50
- Power: 90
ENGRAVE
- Speed: 100
- Power: 35
1mm Black
CUT
- Speed: 90
- Power: 90
4mm Rippled
CUT
- Speed: 100
- Power: 150
ENGRAVE
- Speed: 100
- Power: 65
6mm Rippled
CUT
- Speed: 100
- Power: 160
Acuarela
CUT
- Speed: 100
- Power: 96
ENGRAVE
- Speed: 100
- Power: 48
Cartulins Común / Generic Cardboard
CUT
- Speed: 120
- Power: 90
ENGRAVE
- Speed: 200
- Power: 46
Metacrilato/Methacrylate:
- Poly(methyl methacrylate) (PMMA) is a transparent thermoplastic, often used as a light or shatter-resistant alternative to glass. It is sometimes called acrylic glass. Chemically, it is the synthetic polymer of methyl methacrylate.
2mm
CUT
- Speed: 12
- Power: 290
3mm
CUT
- Speed: 20
- Power: 90
3mm Verde Opal
CUT
- Speed: 45
- Power: 112
4mm
CUT
- Speed: 10
- Power: 85
ENGRAVE
- Speed: 120
- Power: 80
5mm
CUT
- Speed: 15
- Power: 100
5mm Blanco Opal
CUT
- Speed: 33
- Power: 200
6mm
CUT
- Speed: 40
- Power: 200
8mm
CUT
- Speed: 15
- Power: 275
ENGRAVE
- Speed: 120
- Power: 160
10mm
CUT
- Speed: 10
- Power: 270
ENGRAVE
- Speed: 110
- Power: 40
Polypropylene:
- Polypropylene (PP), also known as polypropene, is a thermoplastic polymer used in a wide variety of applications including packaging, textiles (e.g., ropes, thermal underwear and carpets), stationery, plastic parts and reusable containers of various types, laboratory equipment, loudspeakers, automotive components, and polymer banknotes.
0.5mm
CUT
- Speed: 90
- Power: 90
ENGRAVE
- Speed: 90
- Power: 60
0.8mm
CUT
- Speed: 90
- Power: 140
ENGRAVE
- Speed: 110
- Power: 40
1.5mm
CUT
- Speed: 70
- Power: 350
ENGRAVE
- Speed: 90
- Power: 90
Fabrics
Cotton
CUT
- Speed: 90
- Power: 15
ENGRAVE
- Speed: 70
- Power: 40
Suede
RASTER
- Speed: 600
- Power: 32
Felt/Fieltro
CUT
- Speed: 60-70
- Power: 110
Other:
Plastico dos capas con aire 4mm / Plastic 2 layers with air
CUT
- Speed: 90
- Power: 200
Acrylic 3mm
CUT
- Speed: 40
- Power: 170
Plastic sheets welding
ENGRAVE
- Cut pressure 6
- Pierce pressure 6
- Power 80
- Pierce power 80
- Speed 30
How to prepare and send files
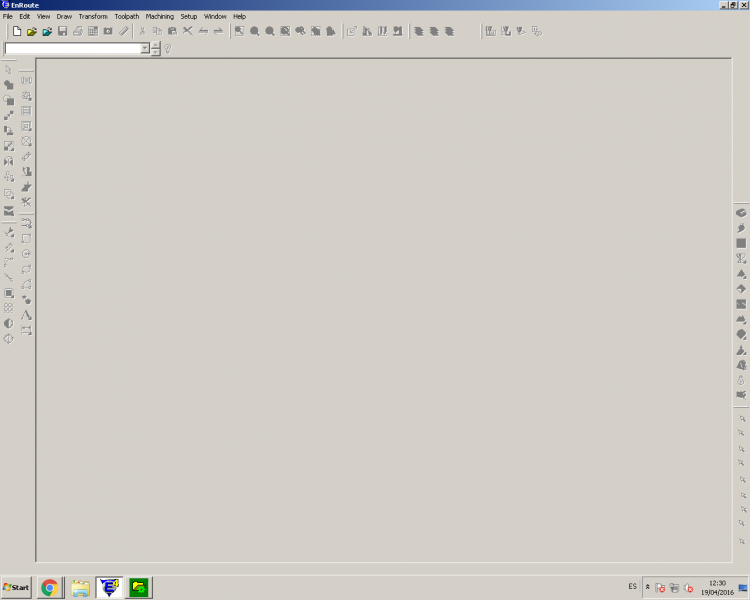
- 1. Open EnRoute. If it's already open – go straight to step 2
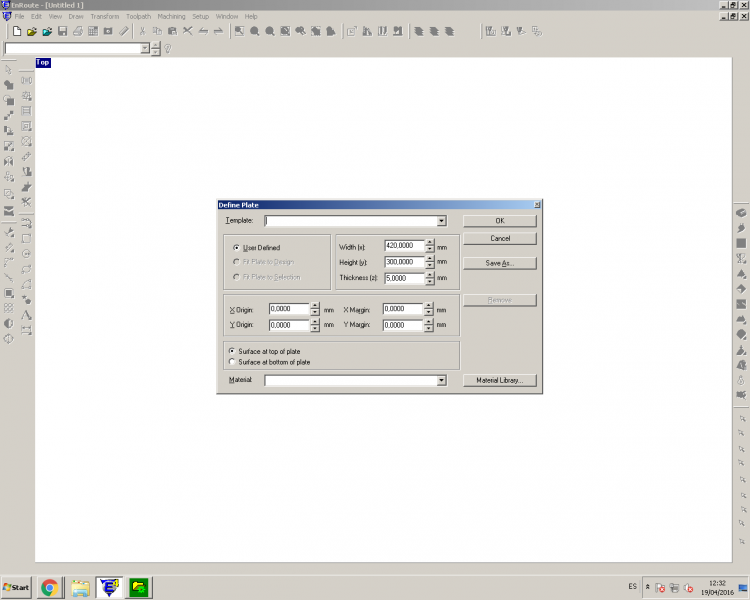
- 2. Open a new file ( File - New ) and set your sheet size (width/heigh in mm, thickness is not important)
- 3. Import your .dxf file: File – Import – find your file
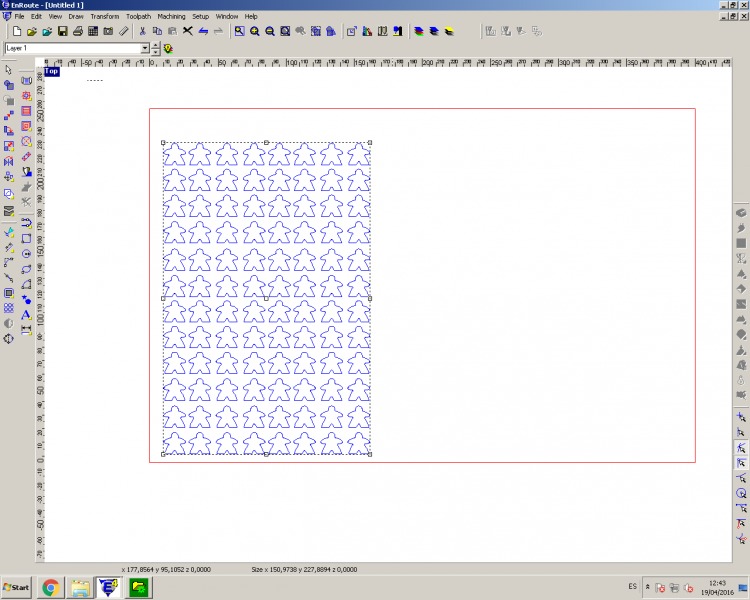
- 4. Make sure that your drawing is inside the red border. If you need to scale or move your drawing: select everything and press F2 on the keyboard
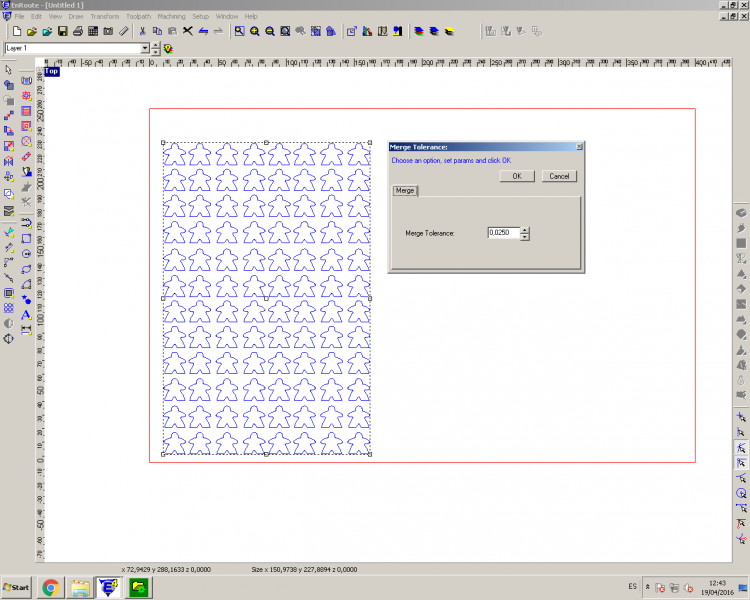
- 5. Select everything and go to Transform – Merge selection… and click OK
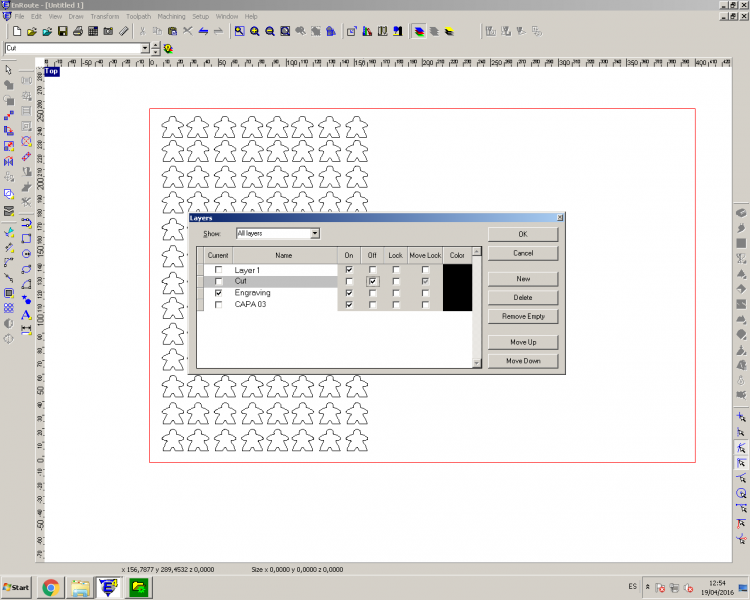
- 6. If you are using two strategies (engraving and cutting) harga tablet terbaru then go to Layers ( Setup - Layers ) and turn the engraving layer ON and the cutting layer OFF
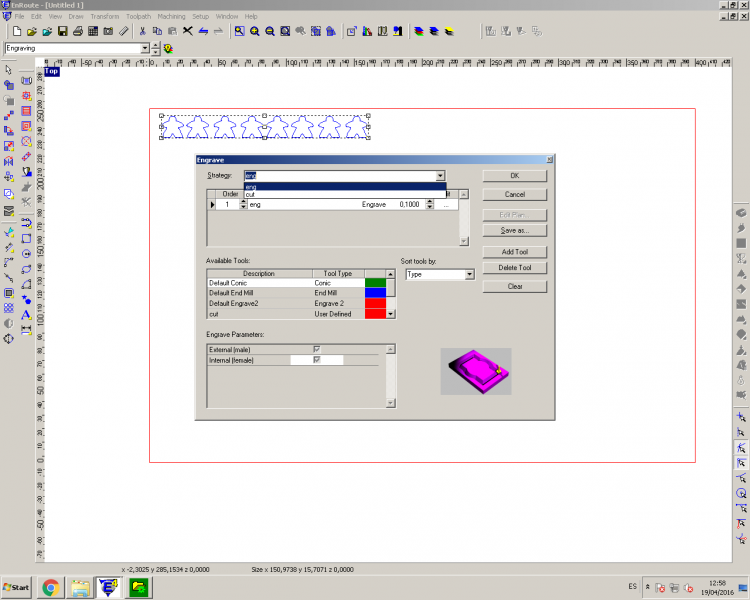
- 7. Select all and click on the 'Engraving...' button (Toolpath - Engraving), in the drop-down menu select your Strategy – 'eng' and click OK. You will see the generated paths for your design
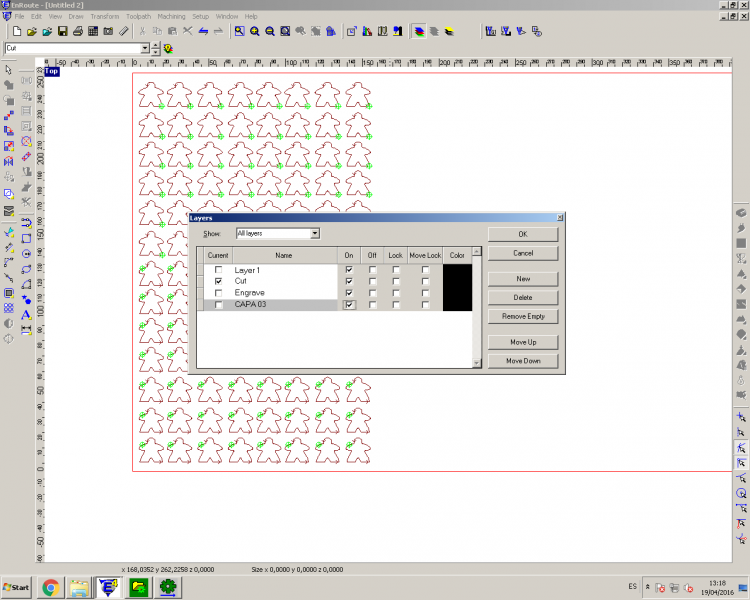
- 8. Go to Layers again and switch your cutting layer ON and the engraving one OFF
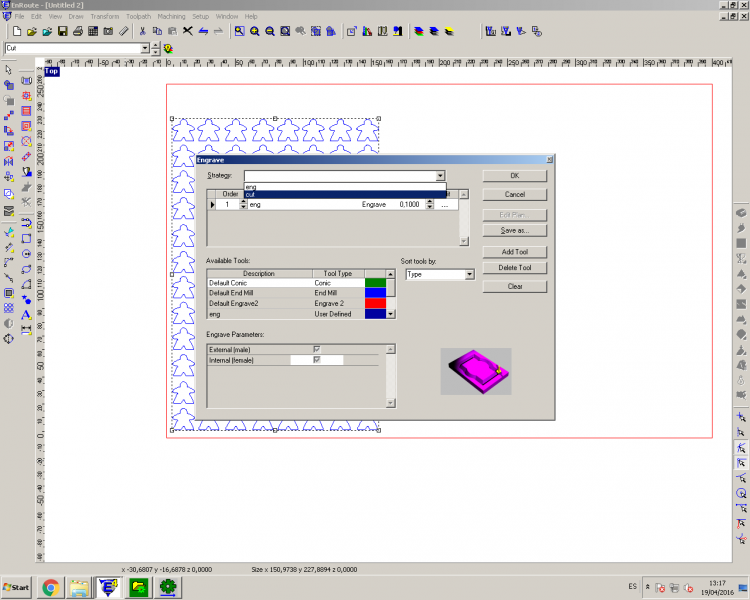
- 9. Select all and go to Engraving again but this time choose 'cut' in the drop-down menu
- 10. Switch all the layers ON. You will see all your paths together
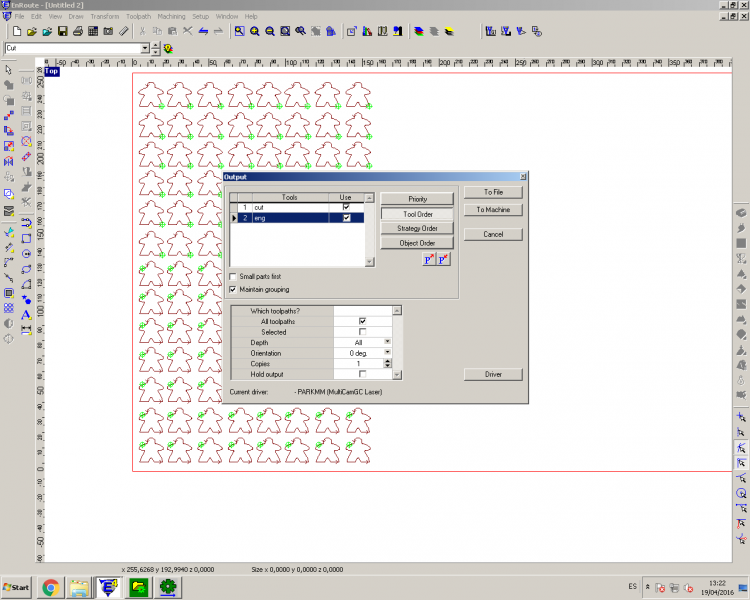
- 11. Click the 'Output option' ( Machining - Output ) icon. Go to the 'Tool Order' section and make sure that 'engrave' is the first. If not – drag it up (click on the left box next to the number when the cursor will be an arrow to drag it up). If you have smaller pieces inside bigger pieces (holes, openings, etc.) then in 'Object Order' check 'Inside out'. Also check 'Small parts first'. Press 'To File'
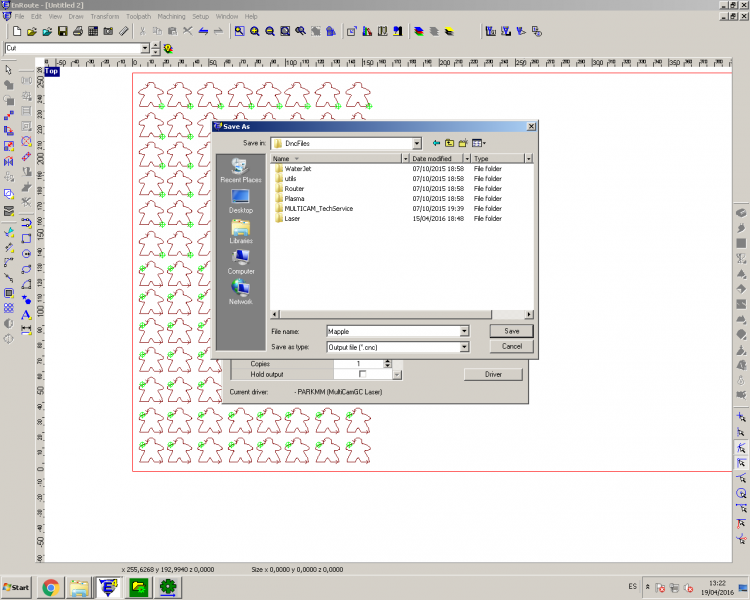
- 12. Save your file inside 'Dnc files' folder. Use one of the existing folders (MAA, FabAcademy, etc.). You can also create your own folder
- 13. Done! Your file is sent to the machine
1
2
3
5
6
7
8
9
10
11

.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
Notes
- Bring your files in .dxf 2004 format so that you can import them directly to EnRoute.
- You are not allowed to edit your files on this computer.
- Do not open EnRoute multiple times, you can just open a new file in the same window.
- If you have engraving and cutting you should have them in different layers.
- Do not change material thickness.
- All the dimensions are in millimeters. Your file units have to be millimeters.
- If you have a grid put all the horizontal elements in one layer and all the vertical ones – in another.
- If you are using AutoCAD or Grasshopper: use Rhino command 'Make2D' in all your layers separately.
- Your file has to be flat (on 0 in Z axis).
- Your home is in the lower left edge of your sheet and has to be in 0, 0, 0.
How to turn on the machine
- On the control panel:
- Turn System to 'ON'
- Turn Laser to 'ON'
- Turn Shutter to 'OPEN'
- Turn Mode to 'RUN'
- Fume collector to 'ON'
- All the light should be on
- On the wall:
- Turn on the main compressor (there's a small box on the wall with two blue caps and two red caps: the switches inside this box have to be up)
- On the machine:
- Turn on the internal Ventilator(There's a small switch on the far rear of the machine)
- On the remote:
- SHIFT + HOME to home the machine (SHIFT is button № 20 and HOME is button № 1)

Multicam 2000 interface pannel

Control panel

On the wall

On the machine




How to cut
- 1. Place your material on the bed of the machine. The X axis is the longer part of the laser cutter and the Y axis is the sorted one. Home (0,0,0) is on the lower left corner.
- 2. Set material thickness and surface height. Press SET SURFACE (button № 6) and ENTER (button № 30) and set the thickness of your material. The values are in millimeters sepeda gunung murah. Press ENTER again, then button 0 and hold it until the sensor touches the surface to automatically set the height.
- 3. Set home. Move the machine with the arrow buttons 2, 4, 6, 8 and place it at the point where you want your zero. Press SET HOME (button № 11) and ENTER to set home for your file.
- 4. Set speed and power. In MENU (button № 15) choose Params_2d by pressing ENTER. Set speed (X Y feedrate) and power for your material according to the table.
- 5. Find your file. By pressing button № 16 you will enter the DNC files folder on the computer. Use the up and down arrows to find your file and choose it by pressing ENTER.
- 6. Start the job. Press GO (button № 10) twice.
- 7. If something goes wrong hit PAUSE to stop the machine (button № 5).
- 8. To continue press ENTER.

Original 0,0 point

Set the material thikness

Set Home

Touch sensor

speed and power





Advanced commands
- To make a test on a new material you can cut a small square or circle. Set the surface, set home on the place that you're not using, set speed and power that you want to try and then go to MENU, select Cut_utils, choose a square or any other shape hp terbaru murah, set dimensions and press GO.
- After you paused the cutting you can navigate with arrows and choose Params 2d to change any settings before continuing.
- I you need to adjust something while cutting: press PAUSE, then cancel the job, do whatever you need (reset the surface, move to continue from another place, etc.) Then to continue your cutting press SHIFT, GO, ENTER, GO.
Maintenance
Downloads
• Media:Multicam_Laser_User_Manual.pdf: User manual
• Media:EnRoute Instructions.pdf: how to prepare and send your files to the big laser cutter using EnRoute.
- Media:EnRoute instructions in .dxf.zip: EnRoute instructions in .dxf format (e.g. for engraving).
• Media:MultiCam Instructions.pdf: how to turn on and use the machine.
- Media:Multicam instruction in .dxf.zip: MultiCam instructions in .dxf format (e.g. for engraving).
• Media:MultiCam Settings.pdf: settings for different material types and thickness.